1. Raccords inox pour thermoplongeurs
 |
 |
| Jeu pour brasure | Jeu pour soudure TIG |
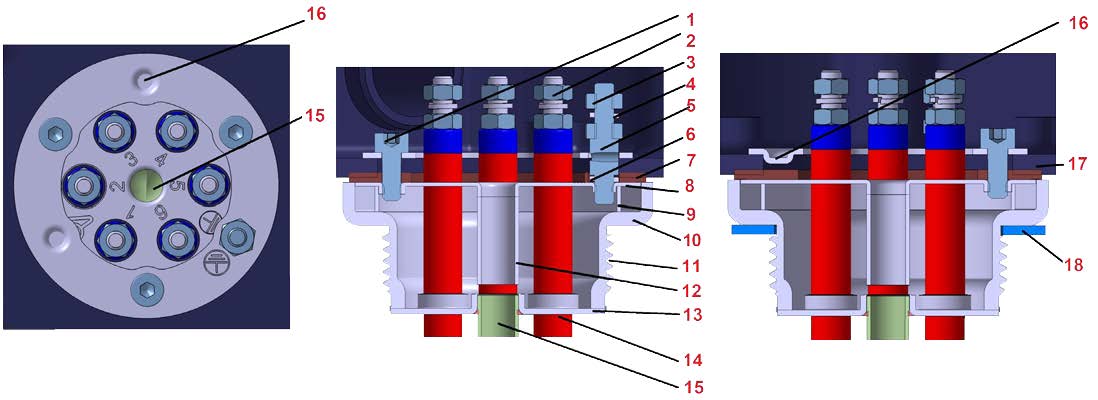
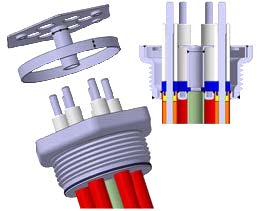
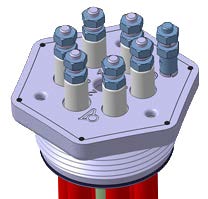
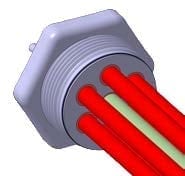
1.1 Description de l’assemblage avec brasure
 |
|||
| 1: Vis de montage M4 2: Bornes des élements chauffants 3: Ecrous de mise à la terre 4: Rondelle anti-desserrage 5: Vis de terre M4 |
6: Rondelle anti-desserrage 7: Joint silicone d’étanchéité 8: Platine intérieure hexagonale 9: Entretoise circulaire 10: Raccord avec portée de joint usinée |
11: Filetage avec dégagement de filet 12: Rallonge de doigt de gant 13: Platine inférieure 14: Brasure de l’élément chauffant 15: Tube de doigt de gant |
16: Bague rotative avec bossage de centrage 17: Boîtier 18: Joint de raccord imperdable |
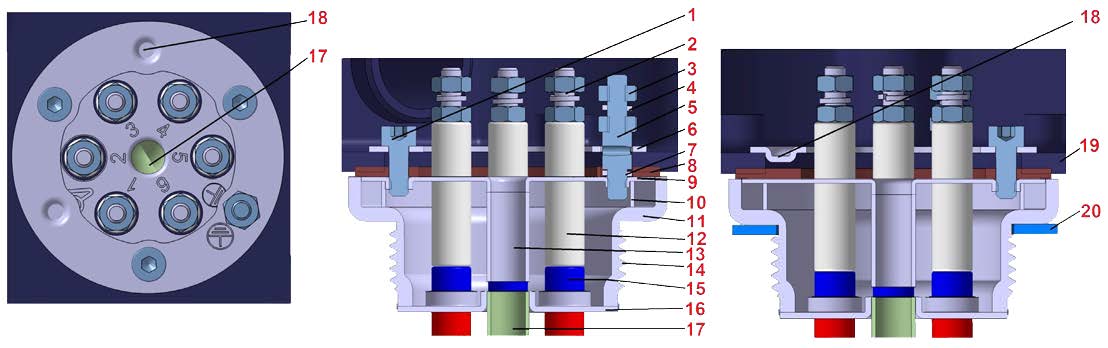
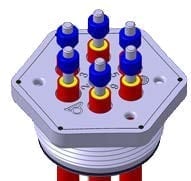
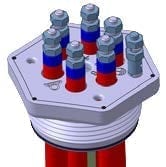
1.2 Description de l’assemblage en soudure TIG
 |
|||
| 1: Vis de montage M4 2: Bornes des éléments chauffants 3: Ecrous de mise à la terre 4: Rondelle anti-desserrage 5: Vis de terre M4 |
6: Bague rotative 7: Rondelle anti-desserrage 8: Joint silicone d’étanchéité 9: Platine supérieure hexagonale 10: Entretoise circulaire |
11: Raccord avec portée de joint usinée 12: Perle céramique d’extension 13: Rallonge de doigt de gant 14: Filetage avec dégagement de filet 15: Perle céramique standard |
16: Platine inférieure 17: Tube de doigt de gant 18: Bossage de centrage 19: Boîtier 20: Joint de raccord imperdable |
2. Raccords inox
Design:
– Raccords destinés à l’intégration par les constructeurs de thermoplongeurs.
– Permettent de réaliser des thermoplongeurs tout inox soudés TIG et sans brasure à des prix comparables aux raccords laiton.
– Existent en versions pour soudure TIG (non assemblée) ou version pour brasure (assemblée)
– Compatibles avec la gamme de boitiers de thermoplongeurs
– Dimension compacte et courte, masse limitée au maximum (Gain de +/-70% par rapport aux raccords inox massifs)
– La longueur des filetages permet le montage en traversée de paroi avec joint fibre et contre écrou sur une paroi de 6 mm ou sur piquage taraudé avec portée de joint plat
– Permettent une rotation sur 360° lorsqu’ils sont montés avec leur bague métallique
– Montage sur boitiers identique aux raccords laiton de même taille
Gamme: BSPP1”1/2 et M45x2
Filetages:
– Filetages roulés selon les normes:
– métriques: ISO965-1 et 2
– « pas du gaz cylindrique », aussi nommés BSPP : ISO228-1 (Filetages de tuyauterie pour raccordement sans étanchéité dans le filet)
– Dégagement de filet permettant de monter un joint imperdable
– Large chanfrein d’entrée de filet facilitant le montage correct
– Large portée de joint usinée sous la tête du raccord
Technique de fabrication: emboutissage avec reprise en usinage.
Cette technique permet une fabrication sans perte de matière et avec un bon état de surface, sans porosité.
Montage sur boitier:
– Par un perçage dans le boîtier, celui-ci étant ensuite pris en sandwich entre le raccord et une rondelle intérieure économique emboutie. Des plots emboutis dans la rondelle intérieure assurent le bon centrage de l’ensemble. Cette bague intérieure emboutie ne représente qu’une infime partie du prix d’une bague intérieure classique taraudée.
Joint entre le boitier et le raccord:
– Le joint silicone 50 shore, épaisseur 3 mm, nervuré, permet d’absorber des différences de planéité, et reste en place pendant le serrage
– Garanti une étanchéité IP65entre le raccord et le boitier si celui-ci a un fond plat sans aspérités
Mise à la terre:
– La mise à la terre n’empiète pas sur la surface destinée à la soudure des éléments chauffants, ce qui permet des éléments chauffants moins cintrés et d’un diamètre plus grand, ainsi que des tubes de doigts de gants centraux. Voir conception générale de la mise à la terre ci-dessus.
Bornes:
Les sorties de bornes des éléments chauffants sont numérotées par estampage de la platine supérieur hexagonale
Joints de raccord:
3 modèles de joint imperdables pouvant couvrir toutes les applications
– joint plat fibre sans amiante épaisseur 2 mm
– joint torique NBR dia 4 mm
– joint plat téflon épaisseur 2 mm
Bague interne:
– Son diamètre externe inférieur ou égal aux bagues filetées permet l’interchangeabilité
– Le serrage par 3 Vis BTR à 120° garantit une bonne répartition de l’effort et une excellente résistance mécanique
– Les vis à empreinte hexagonale permettent une entrée de clef facile et stable lors du réglage de position angulaire (Vis M4 jusqu’à 2”, vis M5 au-dessus)
– Acier nickelé
– avec repérage de la terre.
Serrage du raccord: Par hexagone largeur 9 mm et 54 mm sur plat
Tenue en pression: 20 bars (raccord non percé et sans soudure d’éléments chauffants)
Matière: Inox 304L ou 316L
Options:
– Trous emboutis avec lèvre de soudure pour éléments chauffants selon plan client (Minimum de commande imposé)
– Marquage client (Minimum de commande imposé)
2.1 Matière première acier inoxydable
| Désignation | Équivalences proches | Densité (g/cm3) | Dureté HRB | Résistance mécanique, N/mm2 | Élongation, % |
| Aisi 304L | SUS304L (JIL) X2CrNi1811 1.4306 (DIN) Z3CN18-10 (NF) 02Cr18Ni11 (GB) S30403 (ASTM) |
7.93 | <92 | >485 | >40 |
| Aisi 316L | SUS316L (JIL) X2CrNiMo17132 1.4404 (DIN) Z3CND17-12-02 (NF) 02Cr17Ni12Mo2 (GB) S31603 (ASTM) |
7.98 | <95 | >485 | >40 |
Composition
| C | Si | Mn | P | S | Ni | Cr | Mo | |
| SUS 304L | ≤ 0.03% | ≤1.00% | ≤2% | ≤0.045% | ≤0.030% | 9.00-13.00% | 18.00-20.00% | – |
| SUS 316L | ≤ 0.03% | ≤1.00% | ≤2% | ≤0.045% | ≤0.030% | 16.00-18.00% | 12.00-15.00% | 2.00-3.00% |
2.2 Conformité Rohs de l’acier inoxydable
Selon la Directive 2011/65/du 8 juin 2011 (Rohs), les aciers inoxydables sont autorisés à comporter au maximum 0.1% de plomb, mercure, chrome hexavalent, PBB (Polybromobiphényles), PBDE (Polybromodiphényléthers) et 0.01 % deCadmium (Cd) en poids.(Dispositions de l’article 4 et du paragraphe 1de l’annexe II).
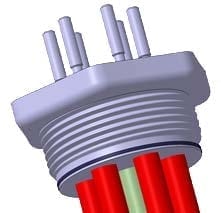
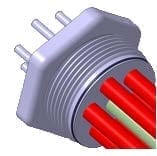
3. Opérations d’assemblage et de soudure des raccords en acier inoxydable (version TIG)
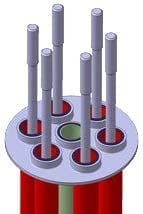
| 1 Réaliser des éléments chauffants avec tige de sortie allongée |
2 Souder TIG bord à bord les éléments chauffants sur la platine inférieure. La soudure du doigt de gant est réalisée en premier. (Cordons de soudure figurés en noir) |
3 Remplir de résine ou d’élastomère et poser les isolateurs céramiques courants |
4 Souder TIG la platine inférieure sur le corps du raccord (Att: Placer provisoirement la platine supérieure hexagonale et les extensions céramiques pour positionner correctement la platine inférieure) |
 |
 |
 |
 |
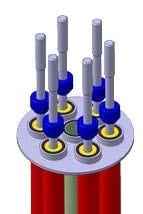
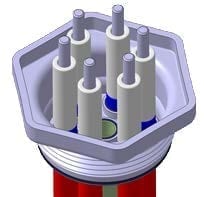
| 5 Installer les entretoises en céramique |
6 Positionner la platine supérieure hexagonale et l’entretoise inox sur les sorties d’éléments |
7 Souder par 3 ou 6 points TIG la platine supérieure au même niveau que le bord du raccord |
8 Equiper les sorties avec écrous et contre écrous, et visser la borne de terre |
 |
 |
 |
 |
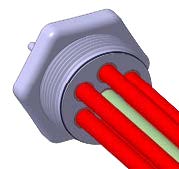
4. Opérations d’assemblage et de soudure des raccords en acier inoxydable
(version brasure)
|
1
|
2 Insérer les éléments dans les trous de la platine inférieure, les faire dépasser de la patine supérieure hexagonale de la longueur nécessaire pour respecter les distances d’isolation normatives |
3 Braser les éléments chauffants sur la platine inférieure (brasure représentée en marron) |
 |
  |
 |
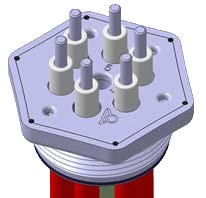
| 4 Remplir de résine ou d’élastomère et poser les isolateurs céramiques courants |
5 Nettoyer les zones de brasure |
6 Équiper les sorties avec écrous, contre écrous, rondelles et visser la borne de terre |
 |
 |
 |